本文摘要: 大家好,如果您还对注塑机机械手视频教程不太了解,没有关系,今天就由本站为大家分享注塑机机械手视频教程的知识,包括注塑机械手视频大全的问题都会给大家分析到,还望可以解决大家的问题,下面我们就开始吧!
大家好,如果您还对注塑机机械手视频教程不太了解,没有关系,今天就由本站为大家分享注塑机机械手视频教程的知识,包括注塑机械手视频大全的问题都会给大家分析到,还望可以解决大家的问题,下面我们就开始吧!
本文目录一览:
1、调试注塑机与机械手的详细说明如下: 安全准备 关闭气压:在调试开始前,首先要关闭气压,确保在手动调节位置时不会对模具或机械手造成损害。 模式设定 选择操作模式:根据实际需求,设定机械手是采用吸力还是夹持力进行操作。这一步骤是确保机械手能够正确抓取和放置注塑件的基础。
2、在调试注塑机机械手时,首先需要关闭气压,手动调整机械手的位置,确保不会擦伤模具或损坏机械手。接着,确定机械手的操作模式,即它是吸还是夹。完成模式设置后,可以开启气压,手动运行一次,以便进一步调整时间参数。
3、在调整注塑机机械手前,请先关闭气压,并手动调整机械手位置,以避免刮模或机械手受损。 调整模式是首要步骤,确保吸盘或夹具操作完成后,可以打开气压进行手动运行测试。测量并调整至合适的位置后,设置时间参数,确认无误后再开启全自动模式,准备进行生产。
4、首先你得关掉气压,手动调整位置,防止刮模和机械手损坏;其次,先调好模式,也就是说吸完或者夹好之后,可以打开气压手动运行一次,然后调好时间,确认可以后再打开全自动,然后就可以生产了。注塑机机械手的调试可分为安装调试和生产速度调试。
5、在调试注塑机机械手时,首先需要关闭气压,手动调整其位置,以避免擦花模具和机械手的损坏。接着,调整机械手的工作模式,确定是吸还是夹。然后,可以打开气压,通过手动运行一次来检查机械手的动作是否符合预期。随后,调整机械手运行时间,确保其动作流畅。
6、确保气管连接正确,使机械手气压表显示的气压维持在4kg至8kg范围内。 启动机械手的电源开关,并在注塑机的控制面板上激活机械手功能键。 在注塑机完成开模后,先手动将机械手臂降至适当位置,并调整其下降幅度。
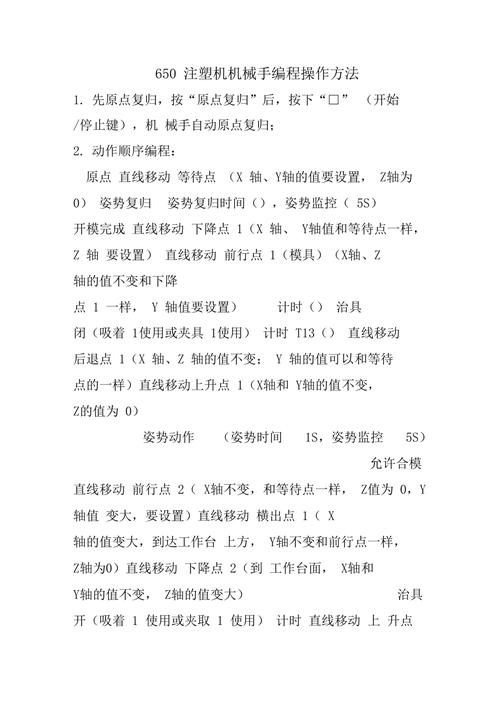
1、注塑机机械手的编程通常遵循一系列步骤,以确保机械手能够准确、高效地完成各项任务。首先,需要执行原点复归操作。按“原点复归”后,按下“□”(开始/停止键),机械手会自动回到初始位置。接下来是动作顺序编程。原点直线移动至等待点时,需要设置X轴和Y轴的值,而Z轴通常设置为0。
2、打开机械手电源,进行机械手原点复归动作。设定机械手的各动作模式,(按照具体产品所需选择)。根据机械手夹具上的标贴参数,输入机械手待机位置和夹取位置。根据标贴上参数设定注塑机开模行程。
3、机械手的运动控制是注塑机机械手编程的核心内容。学习如何控制机械手的运动,包括位置控制、速度控制、力控制等,是编写有效的机械手程序的关键。可以通过编写简单的示例程序来练习机械手的运动控制,并逐步增加复杂度和难度。
4、程序运行时,将机械手切换至自动模式。机械手首先移动至起始位置,等待注塑机完成开模。随后,使用吸盘1进行成品的取料操作。机械手通过X轴和Y轴的移动,确保其远离模具区域,并在成功取物后,发出允许注塑机关闭模具的信号。整个过程中,需要注意机械手与注塑机的协调运作,确保生产效率和安全。
确保气管连接正确,使机械手气压表显示的气压维持在4kg至8kg范围内。 启动机械手的电源开关,并在注塑机的控制面板上激活机械手功能键。 在注塑机完成开模后,先手动将机械手臂降至适当位置,并调整其下降幅度。
伊之密注塑机手动的IO(输入输出)通常与手动操作相关的功能键或区域相关联,但具体位置因型号和配置而异。IO点概述 在伊之密注塑机的配置中,IO点扮演着至关重要的角色,它们与注塑机的各种功能和状态紧密相连,如安全门的状态、模具的动作、射胶的进程等。
伊之密进入系统步骤如下:打开伊之密机器,进入主界面。按下F4键,即可进入伊之密系统设置界面。伊之密股份有限公司,注册资本46,860.7万元,地址位于佛山市顺德高新区(容桂)科苑三路22号,经营范围:一般项目:塑料加工专用设备制造;铸造机械制造;橡胶加工专用设备。
伊之密注塑机电动门的开关一般有两种方式:手动开关和自动开关。手动开关:在注塑机电动门的门体上通常会有一个手动开关按钮,按下按钮即可打开或关闭电动门。这种方式需要人工操作,适用于在门口等位置直接控制门的开关。
仔细查看注塑机的控制面板,看是否有与润滑系统相关的按钮或指示灯。有时,手动控制选项可能隐藏在不太显眼的位置。联系技术支持:如果以上方法都无法找到手动画面,建议联系伊之密的技术支持团队。他们可以提供专业的指导,帮助找到并访问润滑系统的手动控制画面。

注塑机机械手操作;开开模完-机械手使用-手动-引拔左右-主臂侧姿-水平翻掌-主臂上下行-调试吸盘-引拔左右-取出上行-副臂引拔左右-下行调夹具-取出上行-横出主副臂下行-吸盘夹具放产品-主副臂上行-横入。自动;开自动-开闭前安全门-自动循环。
确保气管连接正确,使机械手气压表显示的气压维持在4kg至8kg范围内。 启动机械手的电源开关,并在注塑机的控制面板上激活机械手功能键。 在注塑机完成开模后,先手动将机械手臂降至适当位置,并调整其下降幅度。
安全准备 关闭气压:在调试开始前,首先要关闭气压,确保在手动调节位置时不会对模具或机械手造成损害。 模式设定 选择操作模式:根据实际需求,设定机械手是采用吸力还是夹持力进行操作。这一步骤是确保机械手能够正确抓取和放置注塑件的基础。

注塑机机械手操作步骤主要包括以下几点:下料阶段:机械手抓取原材料:当机械手准备就绪,它会从料斗中抓取原材料。送入注塑机料筒:将抓取到的原材料送入注塑机的料筒中。加热熔融:注塑机加热元件工作:注塑机的加热元件开始工作,将塑料原料加热至熔融状态。
确认动力源连接正确,调整空气压力至规定范围。 开启机械手电源,执行原点复位程序。 设定机械手动作模式,依据产品需求进行选择。 输入机械手待机与夹取位置,参照夹具标贴参数。 设定注塑机开模行程,确保生产顺利进行。 检查夹具螺钉、抱夹、气缸、吸盘和金具状态,确保正常运行。
注塑机机械手的操作步骤主要包括以下几点:下料:步骤描述:将原材料均匀、无杂质地送入注塑机。注意事项:确保原料质量,避免杂质影响产品质量。原料融化:步骤描述:将原料加热至注塑所需的温度,维持恒定温度以避免塑料变质。注意事项:监控温度,确保塑料处于最佳熔融状态。
按下“手动”键,进入手动操作界面。根据所需动作,先选择相应动作,再按下“动作”键。调节每个动作的延时时间,并检查安全报警装置,确保机械手在取物过程中如遇异常能够及时报警。在开机前必须确保这些检测设置正确,以避免压模意外。 根据产品需求设定或选择适当的程序进行物品取放。
在注塑机上使用机械手的操作流程大致可以分为几个关键步骤,具体如下:首先,当机械手准备就绪时,它会从料斗中抓取原材料,然后将其送入注塑机的料筒中。这是一个至关重要的下料阶段。接下来,注塑机的加热元件开始工作,将塑料原料加热至熔融状态,准备进行下一步的成型操作。
注塑机机械手操作;开开模完-机械手使用-手动-引拔左右-主臂侧姿-水平翻掌-主臂上下行-调试吸盘-引拔左右-取出上行-副臂引拔左右-下行调夹具-取出上行-横出主副臂下行-吸盘夹具放产品-主副臂上行-横入。自动;开自动-开闭前安全门-自动循环。
在机械手与注塑机的联动中,信号的传递方式因标准不同而有所差异。通常情况下,国标下的信号传递较为简单,仅包含一个输入和一个输出。具体流程为:注塑机在开模【或顶出】后,会输出一个信号给机械手,机械手据此开始工作,当机械手到达安全区域后,会向注塑机反馈信号,指示注塑机可以开始下一循环。
确认机械手与注塑机的接口电路是否兼容。 根据电路图连接RYRYRY7等信号线,确保每个信号都正确对应注塑机的相应动作。 检查并设置其他辅助信号如MD、MO、MC、ME等,确保它们能够准确反映机械手和注塑机的状态。
首先(1-2-3)接电源4,5是触点输出信号(允许开模)。其次串接在开模阀上6,7是触点输出信号(允许合模)。然后串接在合模阀上8,9是触点输出信号(允许顶出模),串接在顶出阀上10,11是注塑机返回的信号。
在注塑机的操作过程中,机械手与注塑机之间的信号对接是至关重要的步骤之一。首先,注塑机需要完成开模动作,这标志着整个过程的开始。在此期间,机械手会等待接收来自注塑机的信号。当机械手接收到信号后,它会执行相应的动作,比如取出模具内的零件。这一过程完成后,机械手会向注塑机发送一个完成信号。
首先,我不是做注塑机的,对注塑机不是很了解,对于注塑机的与机器人对接是和其他设备改造类似进行的。先要和懂注塑机的终端客户或者供应商了解动作顺序,然后对接需要与机器人交互的信号,这种常用的信号都可以在注塑机的控制部分找到对应接口,注意通过继电器进行电源隔离。
注塑机机械手信号短接的方法有接地短接法、集线器短接法。接地短接法:将机械手的信号线与接地线短接在一起,可以使信号电平为低电平,达到短接的效果。集线器短接法:将机械手的信号线和其他需要短接的信号线连接到一个集线器上,然后将集线器的信号线全部短接在一起,可以实现信号的短接。
感谢大家聆听我对于注塑机机械手视频教程的经验分享介绍到此就结束了,希望我的知识可以帮到您。
复制本文链接原创攻略文章为傲风网所有,未经允许不得转载。